水素雰囲気を利用した光輝熱処理
一般に熱処理とは処理物を金属の変態点以上の高温にさらす事により、表面が空気中の水分及び酸素と結びつき、「酸化」という現象を起こします。
これを雰囲気保護中で加熱・冷却処理する事により、金属の地肌のままの状態で処理することが可能です。ステンレスの場合はこれを一歩前進させ、還元性雰囲気(水素、水素+窒素、アンモニア分解ガス)にて処理する事により表面の若干の酸化物も還元し、光輝(光り輝く状態の銀白色)処理が可能になります。
左図は水素雰囲気中での金属酸化物の平衡温度と露点を示したものです。露点とは気体中の水分が何度で露になるかを表した数値で、気体中の水分量に換算されます。
ステンレスの特徴であるクロムの酸化還元の赤いラインよりも低い露点を管理しなければ光輝にはなりません。
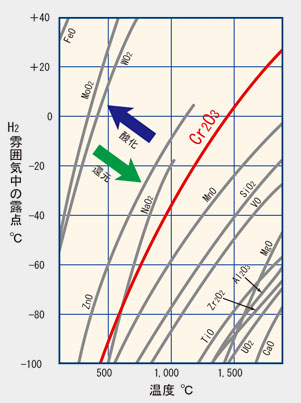
平衡温度と露点
オーステナイト系ステンレスSUS304の炭素量と鋭敏化の関連図です。クロム炭化物を粒界に析出させないために、冷却速度を早くする必要があります。
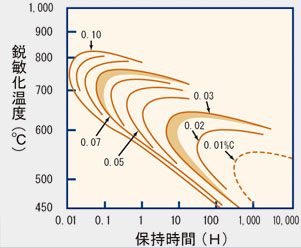
炭素量と鋭敏化の関連図
対象処理物の代表例
- ステンレス鋼の硬度を下げる目的で行う『焼なまし』
(例)フレキシブルパイプ、自動車部品用パイプ、腕時計部品、ベローズ、各種プレス部品
- 残留応力や加工硬化を除去し加工性や耐食性の向上を狙う『固溶化処理』
(例)ステンレスパイプ、洋食器、腕時計のステンレス製バンド、各種プレス部品 - ステンレス鋼の高度を上げる目的で行う『焼入れ』
(例)包丁、鋏、ディスクブレーキ、工具、各種刃物、小型モーター用マイクロシャフト - 金属母材よりも低融点のろう材と呼ばれる金属を溶融させ、毛細管現象で浸透拡散させ両母材を接合する目的で行われる『ろう付け(Brazing)』
(例)熱交換器、自動車部品、油圧機器、ガス器具、建築部品、農機具部品、ステンレス製フィルター
各種ステンレス材料の化学成分、特性及び用途表
(オーステナイト系ステンレス鋼主材質)JIS

(マルテンサイト系ステンレス鋼主材質)JIS

(フェライト系ステンレス鋼主材質)JIS
