一般熱処理
鋼の一般熱処理には、以下のようなものが挙げられます。
- 焼入れ
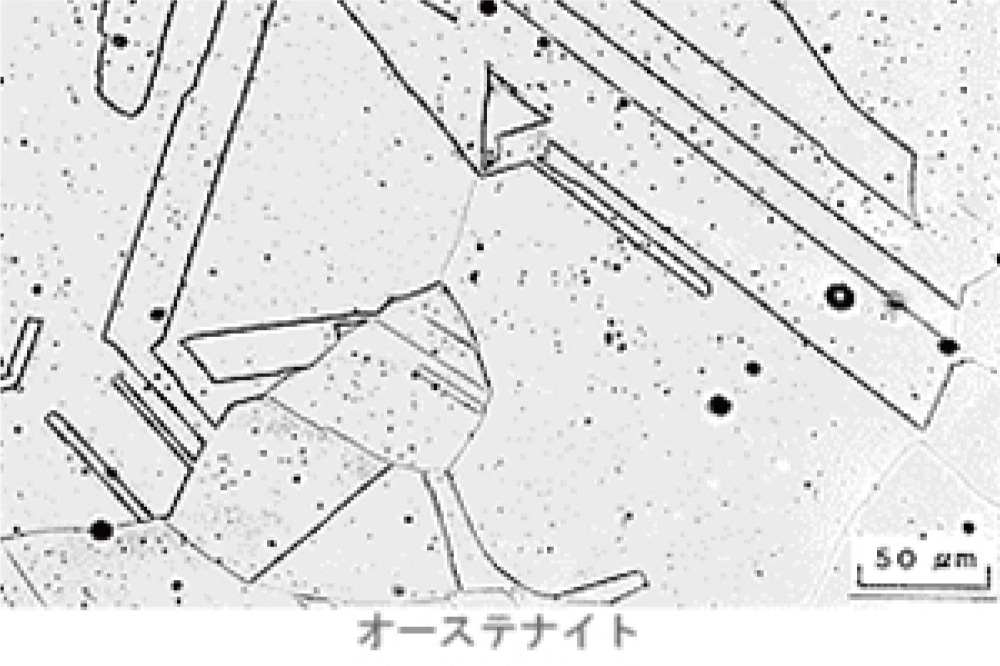
- 鋼を変態点以上に加熱することでオーステナイト組織にした後、急冷することによってマルテンサイト組織に変え、形を変えずに鋼を硬く強くします。一方で脆いという性質もあります。
- 焼戻し
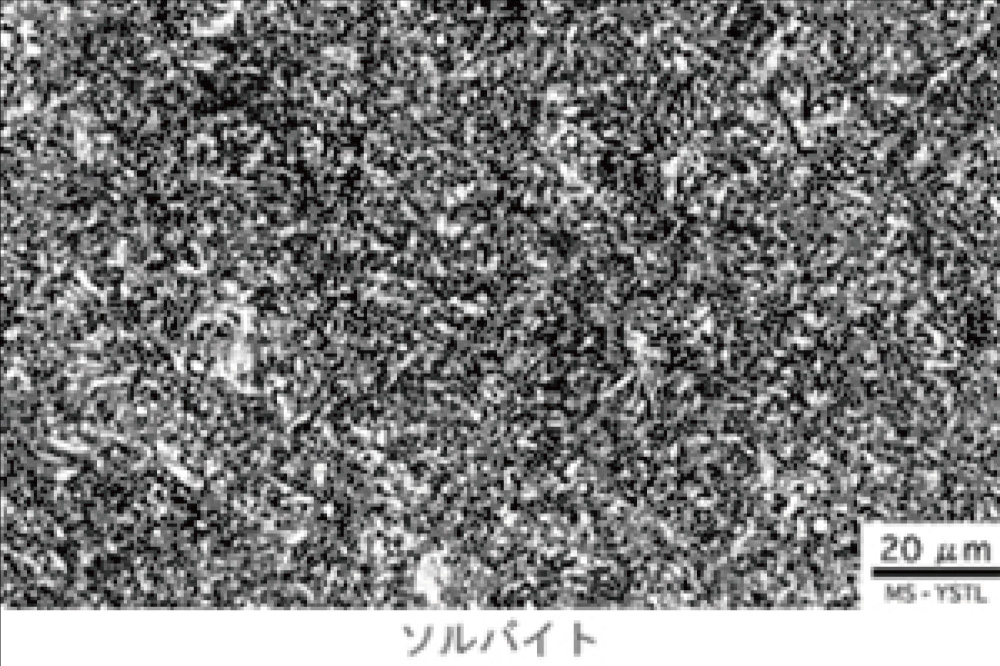
- 焼入れした鋼を再加熱することにより、硬さは焼入れ後に比べ多少下がりますが、弾性が加わり、強靭な鋼に変化させ、耐摩耗性に優れた組織に変身させます。
- 焼なまし
- 半硬鋼・硬鋼・合金鋼は硬く切削困難なため、組織の改善と同時に軟化を目的に行います。
- 焼ならし
- 組織の微細化・炭化物の均一化・残留応力除去のために行い、切削が容易になります。また、焼入れ性が向上するので、焼入れ前処理として行うこともあります。
焼入れ・焼戻しを疎かにすると、金型、治工具類は十分な硬さが得られない、割れの発生、歪みや経時変化の発生といった不良が生じます。また、機構部品、加工工具、機能部品などの加工製品においては、機械に組み込まれた後に折れたり、曲がったりと言う不具合でクレームにもつながりかねません。
鋼種に合った熱処理条件で焼入れ・焼戻しを行うことにより、用途目的に合わせた品質をつくることができます。
代表的な金型鋼と機械構造用鋼の熱処理について
詳しく見る鋼の熱処理のフロー
一般的な鋼の熱処理工程は次のようになります。
鋼種選択
加工
検査
洗浄
焼入れ
洗浄(油焼入れの場合)
焼戻し
後加工(必要であれば)
検査
鋼熱処理では、金属が高温に熱せられるため、大気中の水分や酸素と化合して酸化物を生成する「酸化」が起こります。
そのためこの酸化物を研磨などの後工程で除去する必要があります。
また鋼を加熱した際に、表層の炭素が大気中の酸素と結合して、炭素が減少する「脱炭」が起きる場合もあります。
サーマルの焼入炉(Aシリーズ)では、加熱室内を窒素雰囲気にすることで、これら「酸化・脱炭」を抑制することができます。
また処理物によりメタノールやプロパンガスを添加する場合もあります。

表面処理
機構部品、加工工具、機能部品などの加工製品では全体を均一な硬さにするのではなく、表層のみ硬度を高くする表面処理もあります。
- 浸炭焼入れ
- 炉の中に窒素・メタノール・プロパンガスを送入し、ガスの分解により鋼の表面に炭素を浸み込ませることで、表面のみを高炭素鋼にする処理です。
これに焼入れ/焼戻しを行うことで、表面はより硬く、深部は適度な硬さで靭性を持った製品になります。比較的深い表面硬化処理です。自動車部品などに幅広く利用されています。 - 窒化
- 炉の中にアンモニアなどのガスを送入し、ガスの分解により鋼の表面に窒素が浸透して、硬い窒化層を生成します。
種類として、硬窒化・ガス軟窒化・プラズマ窒化など、多々あります。
比較的浅い表面硬化処理で、浸炭よりも硬くベアリング、ギヤ、シリンダーシャフトなどの部品に多く利用されております。
対応するサーマルの装置
SHシリーズ代表的な金型鋼と機械構造用鋼処理
鋼には様々な種類がありその目的と熱処理も違います。下記の表1と表2はJIS(日本工業規格)の代表的な金型鋼と機械構造用鋼の熱処理特性です。
代表的な金型鋼

- (注1)有効肉厚とは焼入し心部硬さHRC60が得られる肉厚
- (注2)型鋼特性の数値1が最悪、9は最良熱処理前はよく洗浄すること。アルミ粉は厳禁。
代表的な機械構造用鋼

- (注1)上記のほか次のような構造用鋼が用いられることがある。
- マンガン鋼(SMn438のようにS38Cを油焼入できるようMnを増加したもの)
- ボロン鋼(SCrB440のようにSCr440にBを添加しSCM440相当の焼入性にしたもの)
- 鉛快削鋼(SCM420LのようにSCM420にPbを添加し快削性を与えたもの。ただしヘルツ応力200kgf/mm²以上の高荷重歯車には不適)
- (注2)自動車用合金鋼の場合は焼入性保証のH鋼のため記号はたとえばSCr415Hとなる。
- (注3)JISの示す機械的性質を保護する最大直径のことで、これ以内で使用のこと。
- (注4)設計図の指定硬さは*印のようにJIS硬さより上下限をカットすることがある。
多機能熱処理炉「SAM」
詳しく見る